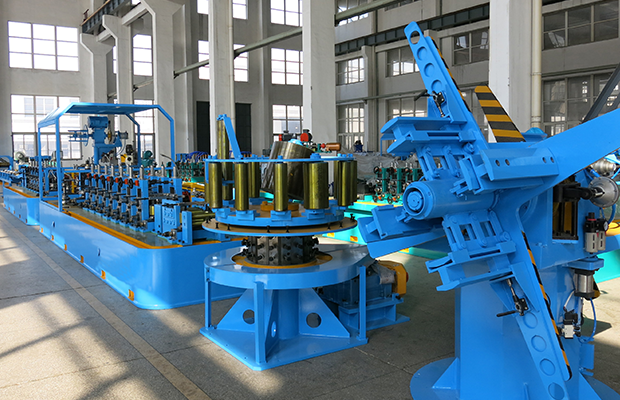
The cold roll forming machine combination is a roll structure, which mainly adopts the upper shaft and the upper roller fixed, the lower roller and the lower shaft fixed, the auxiliary bearing seat and the bearing seat connected through the first connecting plate.
The auxiliary bearing seat of the cold roll forming machine is connected with the upper shaft through the bearing, the second connecting plate is fixed with the auxiliary bearing seat, the small shaft is fixed with the second connecting plate, the auxiliary roller is connected with the small shaft through the bearing, the structure is simple, compact and reasonable. When the plate is in contact with the auxiliary roll, the auxiliary roll can rotate passively, and the blank bending is avoided in the forming process of the plate, and the original elastic deformation becomes plastic deformation. The results show that the surface indentation of the formed plate is obviously reduced, and the surface is smooth.
1. The results show that the calculation of neutral layer in deformation zone is accurate, the calculation of material in deformation zone is accurate, and the machining symmetry of roller is good.
2. The non-deformation area should not be compressed as far as possible (such as the bottom of the slide rail), and the clearance between the upper and lower rollers should be consistent during assembly.
3. Before the material is bitten in, the guide bevel should be set according to the rolling state of the front track. Before the stable compression, the material will slide smoothly in the roll.
4. The accuracy of roller machining is the key. Therefore, the special tool will be magnified by 20 times under the projector for testing.
5. The main drive side adopts roller tapered bearing to ensure that the radial runout of the main shaft is within 0.04mm and the spindle will not run from side to side. Because of the clearance of ordinary ball bearing itself, axial movement cannot be avoided in precise transmission.
6. The problem of bending and twisting in production is mainly caused by unbalanced force, unbalanced force on the left and right, bending on the left and right, and unbalanced stress on the upper and lower parts, resulting in distortion. The solution is balanced design, accurate processing, convenient installation and adjustment.