Roll forming parts are generally formed by upsetting the blank parts through a cold heading machine, and then rolling through a threaded roll forming machine. The most common roll forming machine is a reciprocating flat thread rolling machine. Therefore, for manufacturers who have cold heading machines and threaded roller presses, it is only a matter of designing roll forming molds.
Roll forming process and mold
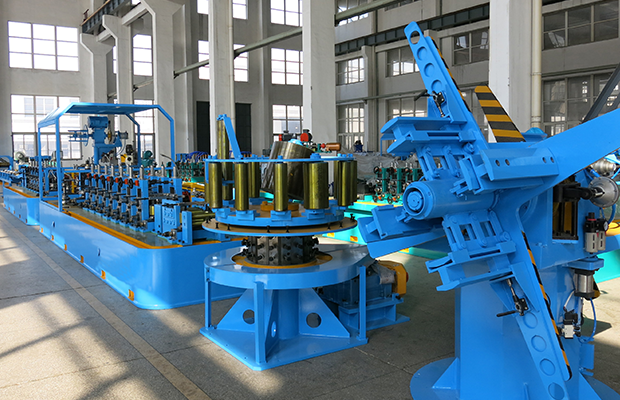
A movable wire plate and a fixed wire plate of roll forming are relatively reciprocated. Roll forming is to roll different structural designs of the silk plate onto the workpiece. According to the needs, various threads, convex rings, knurling, end chamfers, grooves of different depths and widths and other shapes can be rolled out.
The mold design of the roll forming machine is based on the different shapes of the workpieces, the thread rolling board is designed into one section or several sections, which can be synchronized or hierarchical. When the diameters of the blanks along the axis are the same or substantially the same, synchronous roll forming can be used; when the diameters of the blanks along the axis are not the same, and several diameters of different structures are required to be rolled, the graded rolling is adopted forming. Generally, it can be rolled once, and it can also be formed twice for complicated shapes.
Roll forming is an advanced processing technology, and its remarkable process characteristics are valued by the automobile industry at home and abroad. The United States, Japan, Britain, Germany, France, Russia and other countries have all vigorously developed this process. The United States uses roll forming technology to process automobile shafts at 200 pieces per minute, which is more than 40 more than the original cutting process.